【工場視察レポ】トラディショナルながら最新鋭、ヤマハにしか成し得ないFG9/FS9に隠された革新性

1966年に誕生した日本が誇るアコースティック・ギター「ヤマハFGシリーズ」が、2026年に60周年を迎え、2026年1月にアナハイムで開催されたNAMMショーにて、60th記念モデルとなるFG9 60THが発表された。
ヤマハFG9は2023年4月13日に発表されたFGシリーズのフラッグシップ・モデルだが、そもそもFG9というギターの設計・製作には他に例を見ない独自思想と圧倒的なテクノロジーが注がれており、伝統と革新のハイブリッドモデルとして今もなお圧倒的な存在感を放っているギターでもある。
FG9の誕生は、FGシリーズのハイエンドモデルを作り上げようとプロジェクトが立ち上がった2019年に端を発する。「どのようなギターを作るべきか」「FGシリーズの最高峰とはどういうものか」「今の市場はアコースティック・ギターに何を求めているのか」…、企画・開発・設計にあたり、アコースティック・ギターのメッカであるアメリカにて試作を重ね、様々なギタリストからの率直な感想を集約、たくさんのヒヤリングとフィードバックを得ることで、企画は着実に歩みを進めた。全米5都市にてアコースティック・ギターにまつわる課題や音の好み、価値観など、現在のギタリストからの意見を真摯に集約し、そこからコンセプトが誕生した。
それが、FG9が実現した「Clear Top End×Projection~繊細な表現力かつ前に飛ぶ力強い音」というものだ。
Clear Top End(クリアな高音域)とProjection(優れた音の放射)」は、ギターそのものが表現しうる繊細さと、ダイナミックに飛んでいく力強さという相反する要素を同時に実現することを意味しており、いわばアコースティック楽器に求められる普遍の理想形でもある。その実現は、伝統的な手工と高精度CNC加工、そして徹底した木工管理技術と丁寧な日本人気質という、磨き抜かれた新旧様々なテクノロジーが適所で最適化されたことを意味しており、同時に製造コストと生産工程を極限まで短縮し、可能な限りの安価で市場に送り出す功績にも繋がっている。
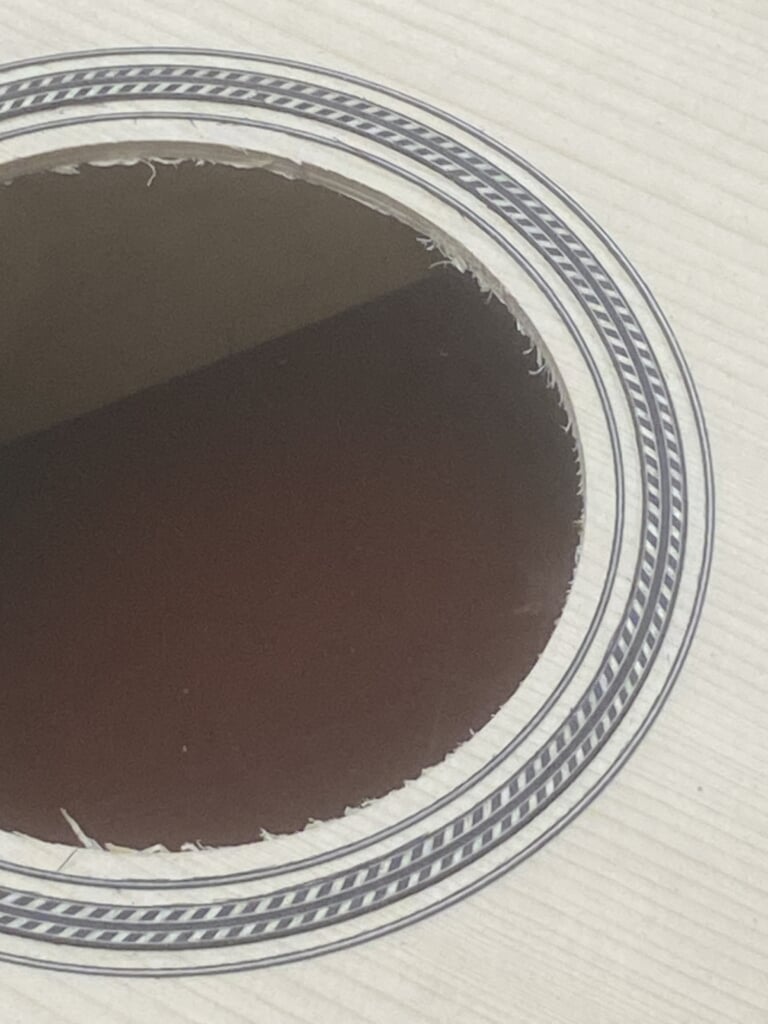
いくら頂点にたどり着いたといえど、FGシリーズであればこそ派手な装飾やギラついたデザインは影を潜め、伝統的でオーセンティックな佇まいとなった。純日本製を誇るFG9/FS9シリーズでは、サウンドホールを彩るロゼッタやボディを囲うバインディングに、しめ縄から着想されたデザインが寄木細工で組み上げられている。C.F.マーティンではトラディショナルなモデルではヘリンボーン・デザインが知られるところだが、高い精度による組木細工は古来からの日本文化を象徴したもので、ポジションマークも組木で作られている。サウンドホールから見える白いラベルも和紙が使用されており、控えめながら力強くメイド・イン・ジャパンを謳う確かなこだわりを示している。


優れたアコースティックギターを製作するうえでは、職人による緻密な作業工程も避けることのできないもので、ボディの角を保護するバインディングの装着には、真田紐を用いた極めて伝統的な製法が起用されていた。紐巻きによる原始的な手法だが、均一な力がかからないと歪みや浮きが発生してしまう。温度や湿度で動く木材のコンディションを把握し力具合でコントロールする職人技には、純粋なクラフトマンシップの粋が息付いている。



補強とともにサウンドをコントロールし音色とその声質を決定付けるブレーシング(力木:トップ板の裏に接着される木材の骨組み)も、ひとつひとつ職人の手によって接着されている。バネ鋼の反発力でトップ板に圧着させるという極めて伝統的な手法が採られているが、垂直方向に均等な力が加わらないと横に動いて位置がズレてしまうため、デリケートな匠の技が要求される。
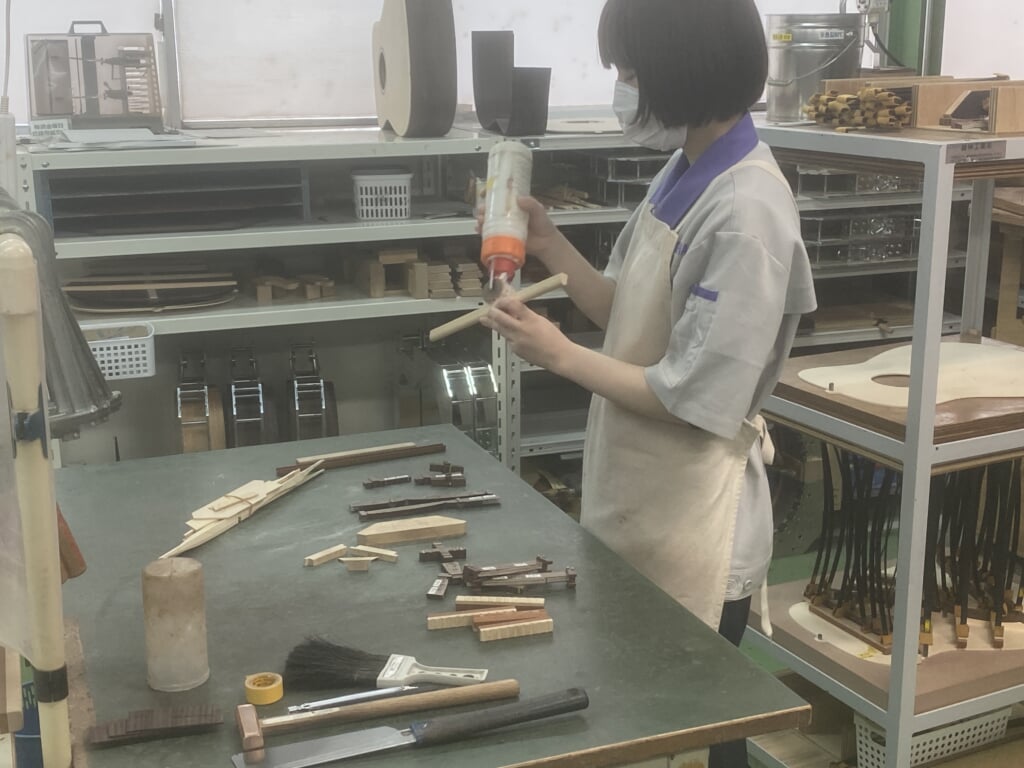



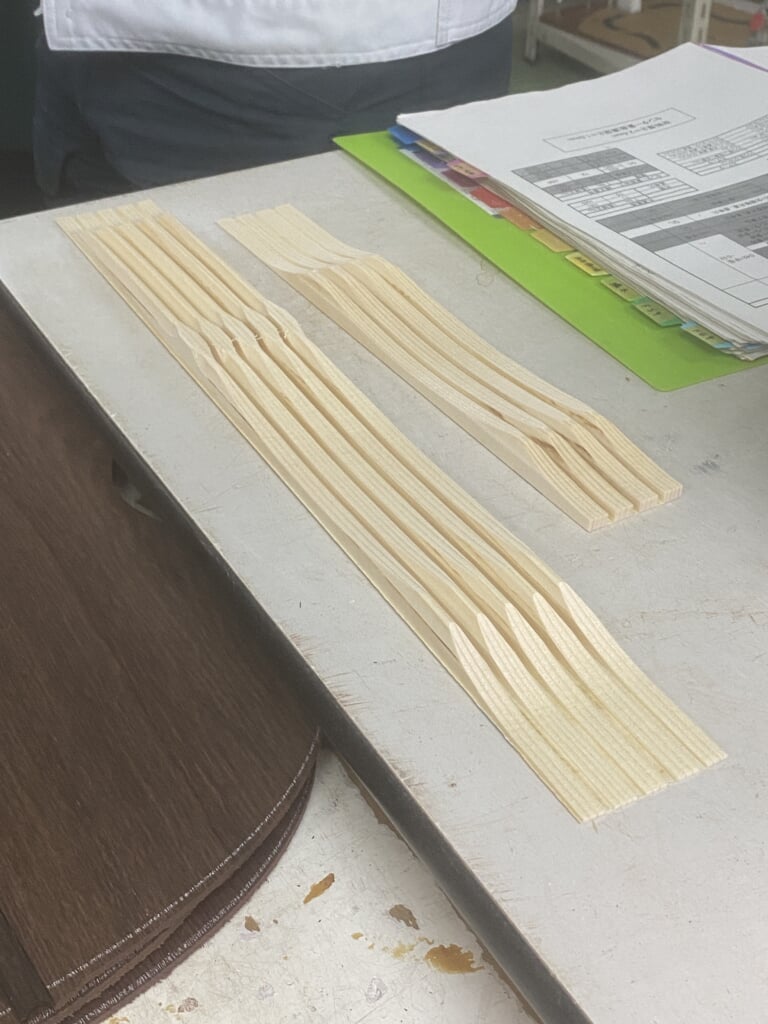
一方で、そのブレイシングはCNCルーターマシンで高精度に切削され、設計通りのスキャロップブレイシングが高速で製作されている。元来はブレイシング接着後に、のみやヤスリを使って職人によるスキャロップ加工が施されるのがハンドメイド製作の作法となっているが、ここに最先端技術が投入されたことで、一気に製造工程が短縮されコストと時間の大幅カットが実現されている。ルーターによって削り出されたブレイシングは最終的に職人によるチェックと必要に応じた調整が施されるが、品質を落とさず効率を飛躍的に向上させる最新技術を投入する姿勢こそ、YAMAHAの真骨頂といえる部分だ。



ブリッジ加工も同様の工程を通る。高精度CNCルーターマシンは極めて精密な精度で削り出すものの、天然木材のため安定するまで一定時間を寝かせると歪みや反りが発生する。そこから先は職人の匠が担う作業だ。0.0Xmmというスケールで微調整され精度を出すことで品質が担保されるというわけだ。
なお、FG9/FS9の特徴のひとつに、ネックとボディをボルトで接合するというラジカルな設計思想が投入されている点がある。元来の高級ハンドメイド・アコースティック・ギターのジョイント部にはニカワが使用されるが、高い木工精度と知見が求められるポイントでもあるため、職人による極めて精緻な作業が注ぎ込まれる工程となる。つまり、多大な時間とコストが注がれる心臓部でもあるのだけれど、ヤマハはここにメスを入れた。CNCマシンで必要十分な精度を出し、ジョイントは独自設計のボルトオンとしたのだ。指板エンドとトップの接着には接着剤を使用するが、ネックとボディの接合はネジを締めるだけだ。トルクの違う複数のレンチで締め付け具合を管理しながら接合させるのは職人の領域だけれど、この設計によって音響特性を確保しながら製造コストと時間を飛躍的にカットすることとしている。特別なボルトのため一般的なドライバーや六角ナットでは回すことはできないが、メンテナンス性という点でも大きなアドバンテージを持たせることができる。



FG9/FS9のトップ板には、アディロンダック・スプルースが使用されているのも大きな注目ポイントだが、そもそもレギュラーモデルで当材が起用されたのは、60年の歴史を持つヤマハにとっても初となるエポックメイクなスペックとなっている。
最高峰のアコギ材とされるアディロンダック・スプルースは、米国ニューヨーク州の北部にあるアディロンダック山地から採伐されるレッド・スプルースだが、いくら材の素性が良くても、そのポテンシャルを引き出していなければ意味がない。一般的にギター木材は切り出された時点で80%ほどの含水率を持っているけれど、それを半年ほど放置することで20%まで下げ、そこから強制乾燥によって5~7%まで下げていく。そこから管理された部屋で含水率9%に落ち着かせるという工程を経て理想の状態へ導くのがヤマハ流の木材管理だ。



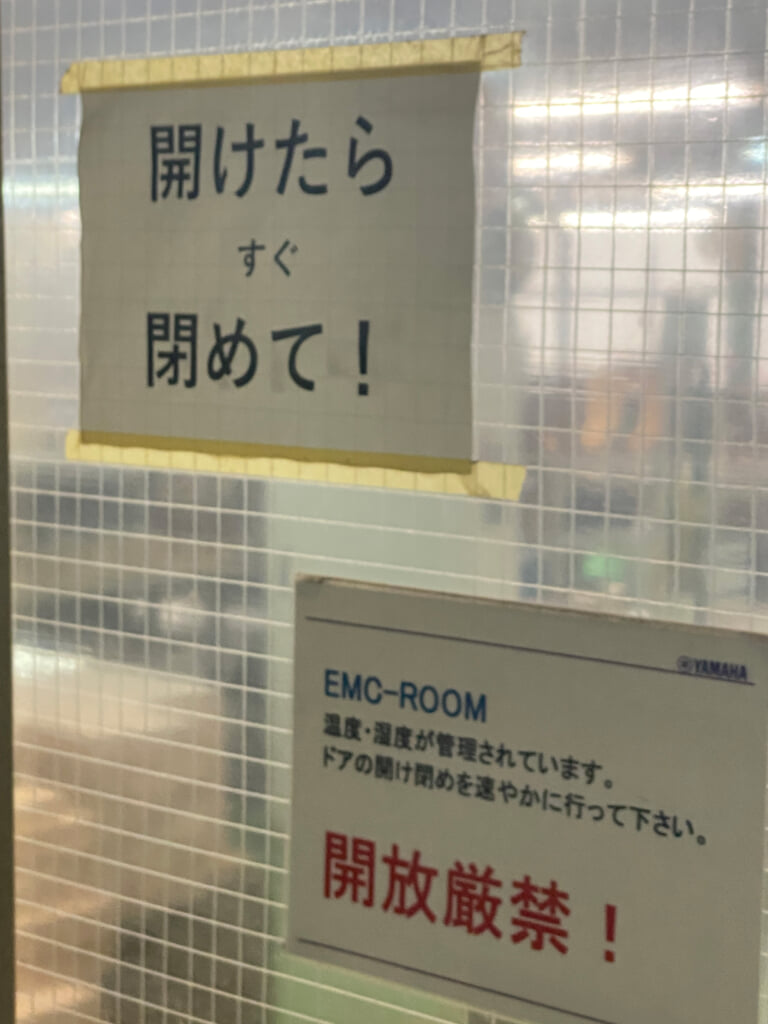
なお、アコースティック・ギターのような薄板で製作される楽器においては、ある一定の条件を満たしていないと接着してはいけないという厳格なルールが定められており、木工作業においてもルールが遵守された環境の部屋で作業が行なわれている。

ヤマハのハイエンド・アコースティック・ギターは、木工・塗装工程が終わると、組み立て工程のために浜松の飯田工場から掛川工場に運搬されるが、すぐに組み立て作業に入るわけではない。移動後はまずシーズニング・ルームに入り、まる1日をかけて調湿されるという。その部屋は23~25℃湿度50%という環境に調節されており、ここで木の状態を安定させる。木材管理上最適な環境とのことだが、このような適正な環境を保持した部屋が各所で管理されている。
浜松にある飯田/掛川両工場によって、ハイエンドギター/ベースは最終的に1日あたり50~60本が生産され、世に出荷される。そうやって生まれるFG9/FS9だが、ギターそのものは主張せず「弾き手が輝くように」という思想が根底に流れている。プレイを通して放たれる音色には、今もなお、日本人らしき実直さと誇り高き信念が息づいているようだ。


取材・文◎烏丸哲也(BARKS)







